
フランジの加工になります。工作気化器用です。スリキズ等は厳禁なので穴あけざくりやタップの後にNC円盤で仕上げ加工をしています。
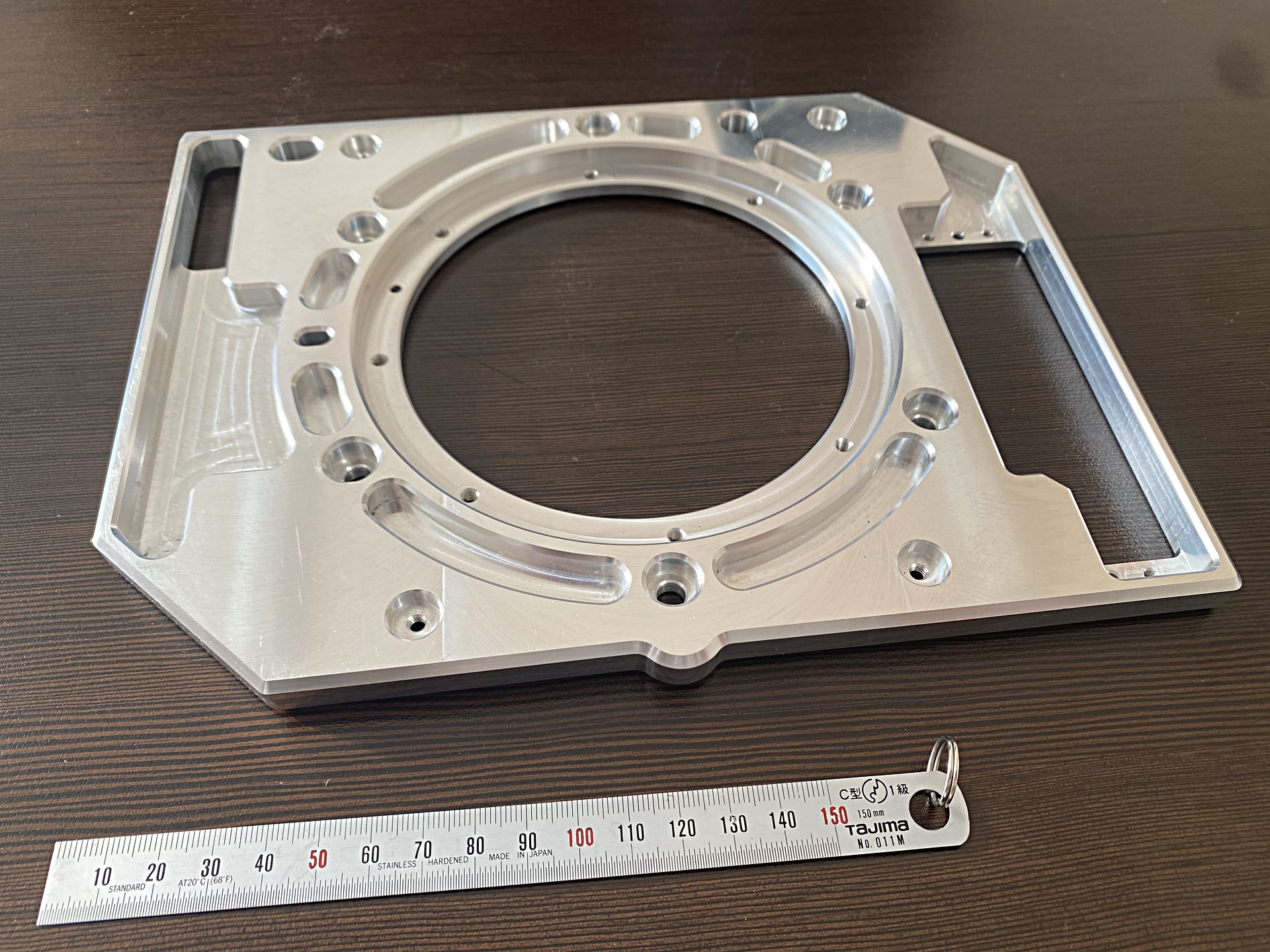
全ての加工をマシニングセンターで加工しています。縦190ミリ横250ミリ厚さ12ミリ(仕上がり寸法)です。特殊な治具等を用いて加工しています。弊社で治具等も制作して加工しました。ご要望あればホームページから連絡ください。

NC旋盤で加工してます。1工程目は普通に加工してますが2工程目は芯をずらさないといけないため弊社で軸をずらした治具を製作し加工をしています。フライス加工でも加工はできるとおもいますがコストを抑えるようにこの形で加工することになりました。

角材からのかこうです。6方向から穴や深溝があり中で繋がっています。大変なのはバリ取りで1個で10分くらいかけてとりました。文字の加工もしています。弊社では平面に入れるくらいしかできませんが数字と英文字は入れられます。ご要望あればご連絡ください。
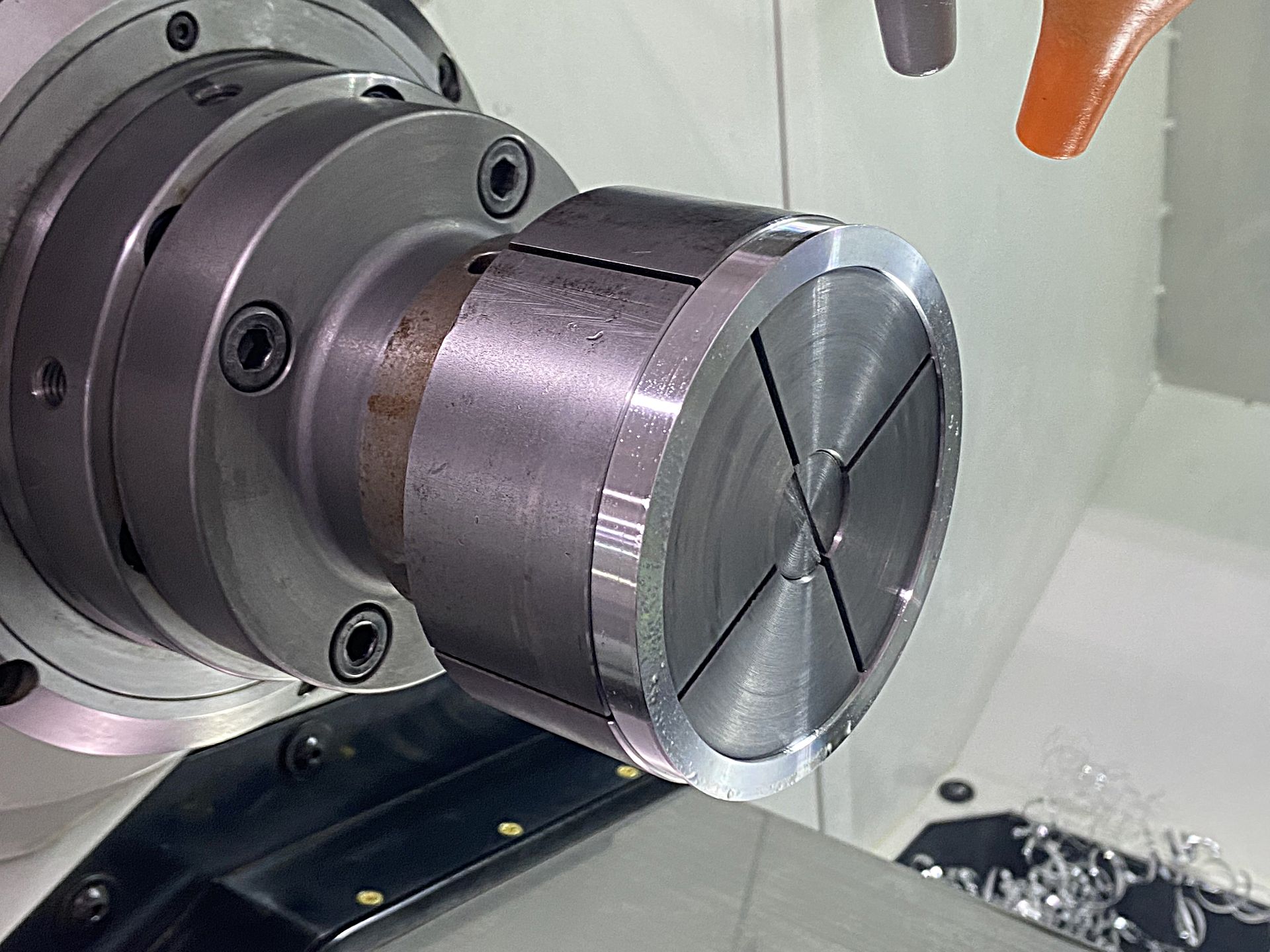
弊社では丸物の加工をする際は基本的には内径を開き外形を削ります。フライス加工をする際もほとんどがこのような治具で加工します。

弊社では内径を加工する場合外形を閉じて削ります。基本的にはこの形になりますが精度が厳しいものであれば捨てネジをきりネジ締めで旋盤加工します。フライス加工では開いたりしないで蓋締め加工し精度が出るように使い分けいます。

アヤメローレット加工になります。NC旋盤でいれています。お客様に納品後アルマイト処理を付けると細かいバリ等がはがれムラが出るということなので弊社ではローレット加工をした後に金ブラシ等でこすりバリを取ります。その際にキズが付いたりするので両端面を最後に仕上げ加工しています。

弊社では基本的には丸物加工の場合荒引き加工をしてから仕上げ加工をしています。この品物は深いみぞがあるため荒引での加工が時間がかかります。特殊な刃物を成形し加工したりします。溝の奥のほうは細くなり最初のほうは刃物が折れたりかけたりして大変でしたけど今は順調に流れています。




